想要更直观地了解兰溪 镀锌管,无缝钢管价格低产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:兰溪 镀锌管,无缝钢管价格低的图文介绍
鹏鑫钢铁有限公司始建于2018年,厂家现位于兰溪工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【兰溪无缝钢管、】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【兰溪无缝钢管、】企业。


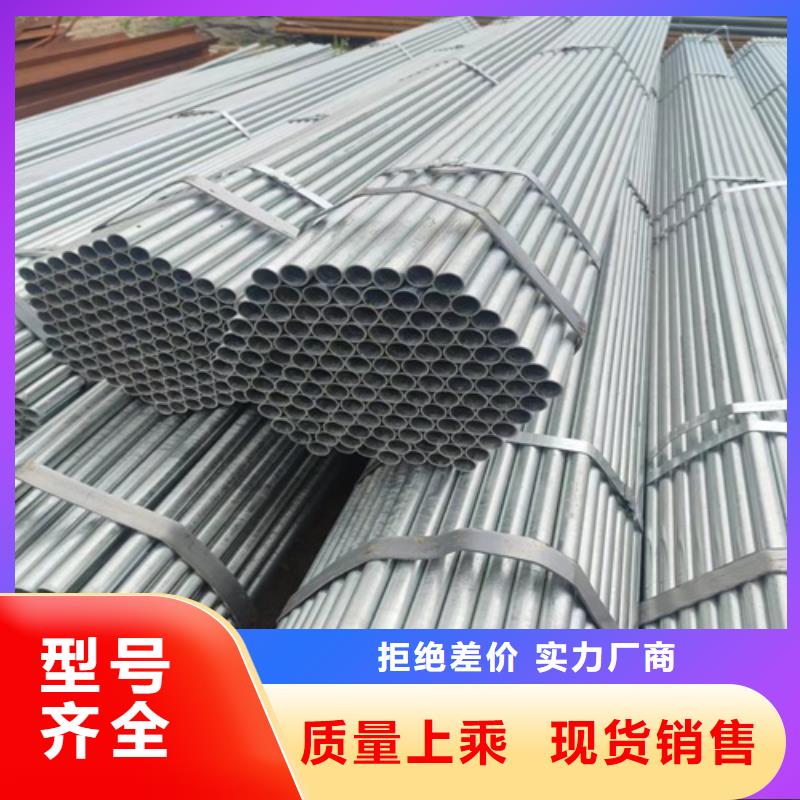
镀锌管性能检测 镀锌钢管是在热镀锌池中经过一系列化学反应形成的方管,由钢板或压接后焊接而成。了解镀锌钢管的性能及验收标准。镀锌钢管具有良好的强度、韧性、塑性、焊接性和延展性。它的合金层牢固地附着在钢底座上。因此,镀锌钢管可以通过冷冲压、轧制、拉丝和弯曲成形,而不会损坏涂层。适用于钻孔、切割、焊接、冷浸镀等一般加工。弯曲和其他过程。热镀锌件表面光亮美观,可根据需要直接用于工程中。镀锌钢管的性能检测的知识 镀锌钢管一般由产品外观判定合格。管道外表面若有漏镀、麻点、白点、重皮、气泡、绿色、高频等现象,则判定为不合格品。但在产品标准中,产品的偏差有规定的范围,即尺寸允许偏差,因为锌在干燥空气中几乎不发生变化,所以如果我们在钢管表面涂上锌,就可以防止钢管被腐蚀。



兰溪镀锌钢管的防锈方式 组份环氧涂料防腐蚀特性出色,在耐用性、耐磨性能、冲击韧性等领域均有显著的优势,与传统的的溶剂型涂料对比具备边沿附着性好、不容易造成裂痕、工程施工高效率、工程施工的安全系数更强等特性,使组份环氧涂料愈来愈广泛运用于大中型镀锌钢管的防腐蚀。现阶段,针对大中型镀锌钢管无溶剂涂料喷涂工程施工大多选用人力喷涂的方法,防腐蚀层品质无法得到确保,高效率低,镀层干固所需时间长,需占据很多场所。对于这样的事情,产品研发出了大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性。 1、大中型镀锌管组份环氧树脂镀层全自动喷涂技术性选用热干固技术性、建筑涂料加温技术性,应用组份份自动喷涂设备喷漆组份环氧涂料,提升防腐蚀镀层的总体防腐蚀功能和生产效率,减少员工的劳动效率。 2、选用大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,可全天工程施工不会受到条件限定,镀层一次涂膜厚,干固時间快。 3、大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,自动化技术水平高,漆层匀称,薄厚误差小。


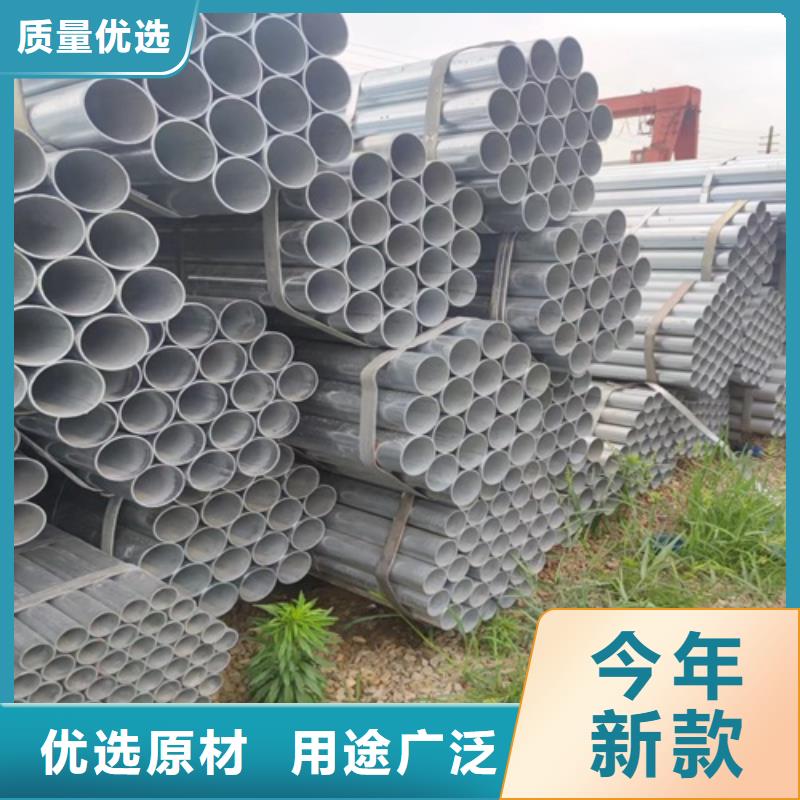
兰溪镀锌管符合标准及达标技术要求 1、牌号和化学成分 兰溪镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。



兰溪镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。





 扫一扫
扫一扫